
Оребренные трубы
Разновидности монометаллическая и биметаллическая оребренная труба.Наружное оребрение может производиться несколькими способами: навивки, накатки и методом ТВЧ. Методом ТВЧ
| Марка стали | |
| Лента | Труба |
| 08 | 10 |
| 08кп | 20 |
| 08пс | 09Г2С |
| 10 | 10Г2 |
| 10кп | 12Х1МФ |
| 10пс | 12МХ |
| 15ХМ | |
| 08Х18Н10Т | |
| 08Х18Н12Т | |
| 12Х18Н12Т | |
| 12Х18Н10Т | |
| 12Х1МФ | 12Х1МФ |
| 12МХ | |
| 15МХ | |
| 08Х18Н10 | 08Х18Н10Т |
| 08Х18Н10Т | 08Х18Н12Т |
| 12Х18Н12Т | |
| 12Х18Н10Т | |
Методом накатки
Изготовление труб оребренных включ

Методом навивки

Трубы оребренные спирально навивные, их основное преимущество новой металлосберегающ
Изготавливаемые по такой технологии оребренные трубы применяются в теплообменных устройствах различного назначения: аппараты воздушного охлаждения АВО, калориферы, конвекторы, маслоохладители, радиаторы, теплоутилизаторы
Параметры труб
Материал трубы – сталь, медь, латунь, алюминий.
Материал оребрения – лента из алюминия, меди.
Длина труб до 12 м.
Как правило, алюминиевое оребрение – лента А5М по ГОСТ 13726-97 толщиной 0,4 мм.
При равных температурных условиях эксплуатации спи
В качестве исходных, могут быть использованы холоднодеформиро
Тогда как оребренные трубы, изготовленные высокочастотной прикорневой сваркой стальной ленты к трубе, подвергаются разогреву до высоких температур, приводящему к окалинообразован
По требованию заказчика выполняется оребрение с полным перекрытием межреберного пространства алюминиевой лентой, что защищает стальную трубу от атмосферного воздействия.
Спирально-навивн
Анализ полученных данных показывает, что 1 кг металла труб с навивными ребрами отводит теплоты в 1,38 раза больше по отношению к такому же показателю для труб оребренных накатанными ребрами. Эффективность использования единицы конструктивного объема теплообменника, где использованы спирально-навивн
Оребренная труба изготавливается методом холодной прокатки алюминиевой заготовки на несущей стальной или латунной трубе. Изделие может применяться при температуре эксплуатации до 300 0С и давлении среды до 450 кг/см2в различных нейтральных и агрессивных средах.
-
Коэффициент оребрения,φ Диаметр несущей трубы,мм Диаметр с оребрением,мм* Толщина ребра,мм* Высота ребра,мм* Шаг оребрения,мм* Материал оребрения Длина трубы,мм 20 25×2 56 0,6 10,5 АД1 1-12 14,6 25×2 56 0.6 10 3,4 АД1 1-12 10,5 19×1 43 0,5 14,0 2,5 АД1 1-12 9 25×2 49 0,6 14,0 2,5 АД1 1-12
|
Диаметр несущей трубы |
диаметр оребрения(мм) | коэффициент оребрения | |
| Ø20 | Ø 44; Ø 52 | 17,4; 30 | |
| Ø25 | Ø 49; Ø 56; Ø 57 | 9; 14,6; 20; 22. | |
| Ø38 | Ø 62; Ø 70 | 7,8; 16,2 |
Длина трубы от 1500 до 12500 мм.
Монометаллическая труба может изготавливаться в зависимости от эксплуатационных условий из различных материалов: сталь, алюминий и медь.

Жалюзийные устройства применяются для рециркуляции аппаратов воздушного охлаждения. Различают жалюзи верхние, переточные и боковые.
Крышки литые, сварные и камеры
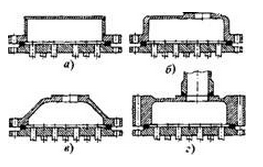
Крышки аппаратов воздушного охлаждения разъемной конструкции:
а – со сварной крышкой-фланцем; б-г – с литыми и штампованными крышками-фланцам
Если секция аппарата многоходовая, то крышки снабжают перегородками, которые делят трубный пучок на ходы. Съемные крышки обычно выполняют литыми из стали. Конструкции крышек и распределительны

Камеры аппаратов воздушного охлаждения неразъемной конструкции:
А – сварная без перегородок; б – штампосварная без перегородок; в – сварная с перегородками, г – штампосварная с перегородками
В верхней и нижней точках каждой распределительно
В разборных конструкциях распределительны
В неразъемных конструкциях особое внимание обращается на отверстия для пробок. Контактная поверхность под прокладки пробок должна находиться в гнезде во избежание забоин и других повреждений. Диаметр отверстия под пробку, через которое выполняются развальцовка труб и их очистка, должен быть больше наружного диаметра трубы.
Электропривод
На аппаратах воздушного охлаждения применяются электроприводы вентиляторов и жалюзийных устройств.
Марки электродвигателе
Дополнительная информация в разделе https://elnigo.ru
Пневмопривод
На аппаратах воздушного охлаждения применяются пневмоприводы жал
САУ
Система автоматического управления аппаратами воздушного охлаждения
предназначена дл
Плавный пуск и останов электродвигателя
Регулирование частоты вращения электродвигателя
Контроль уровня вибрации двигателей
Контроль обрыва фазы и параметров питающей сети
Автоматическое регулирование заданного технологического параметра
Индикация технологических параметров работы электродвигателя
Создание, хранение и ведение электронного журнала событий о работе
Информационный обмен
В состав САУ АВО входят следующие системы:
- – управления вентиляторами;
- – измерения температуры и давления в коллекторах;
- – управления и визуализации данных;
- – бесперебойного электропитания.
САУ АВО построена по централизованно-

Для обеспечения вибрационной защиты двигателей вентиляторов САУ АВО комплектуется цифровой аппаратурой контроля вибрации ЦВА

Дополнительная информация https://elnigo.ru