
Нефтегазовое и химическое оборудование
Нефтегазовое и химическое оборудование используется в производстве, переработке и транспортировки нефти и газа и на химических проивзодствах
Установка комплексной подготовки нефти
Установки комплексной подготовки нефти (УКПН) – они представляют собой комплекс оборудования, включающий насосы, резервуары-отстойники, сепараторы, электродегидраторы, конденсаторы, теплообменники и другие элементы.
Холодная «сырая» нефть из резервуаров ЦСП насосом 1 через теплообменник подается в отстойник непрерывного действия. Здесь большая часть минерализованной воды оседает на дно аппарата и отводится для дальнейшей подготовки с целью закачки в пласт. Далее в поток вводится пресная вода, чтобы уменьшить концентрацию солей в оставшейся минерализованной воде. В электродегидраторе производится окончательное отделение воды от нефти и обезвоженная нефть через теплообменник поступает в стабилизационную колонну. За счет прокачки нефти из низа колонны через печь насосом ее температура доводится до 240 °С. При этом легкие фракции нефти испаряются, поднимаются в верхнюю часть колонны и далее поступают в конденсатор-холодильник. Здесь пропан-бутановые и пентановые фракции в основном конденсируются, образуя так называемую широкую фракцию, а несконденсировавшиеся компоненты отводятся для использования в качестве топлива. Широкая фракция откачивается насосом на фракционирование, а частично используется для орошения в колонне. Стабильная нефть из низа колонны насосом откачивается в товарные резервуары. На этом пути горячая стабильная нефть отдает часть своего тепла сырой нефти в теплообменниках.
В УКПН производятся обезвоживание, обессоливание и стабилизация нефти. Причем для обезвоживания используются одновременно подогрев, отстаивание и электрическое воздействие, т.е. сочетание сразу нескольких методов.
УКПГ
(модульная установка комплексной подготовки природного и попутного нефтяного газа)
Назначение
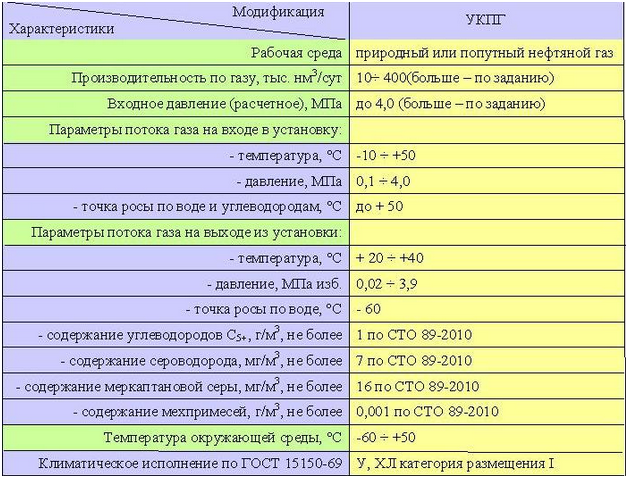
Модульная установка комплексной подготовки газа предназначена для очистки в промысловых условиях природного или попутного нефтяного газа среднего и высокого давления от воды, сероводорода, меркаптанов и тяжелых углеводородов, с получением обессеренного сухого отбензиненного газа с заданными температурами точки росы по воде и углеводородам, а также серы.
Характеристики
Очистка газа последовательно предусматривает адсорбционную очистку от тяжелых углеводородов и меркаптанов, аминовую очистку от сероводорода и адсорбционную осушку. Кислый газ, получаемый при аминовой очистке, подвергают прямому окислению с получением серы, отходящий газ рециркулируют. Из десорбатов, получаемых при регенерации абсорбентов, выделяют углеводородный конденсат и воду.
В состав установки входят:
- – узел очистки газа от капельной жидкости,
- – узел адсорбционной очистки от меркаптанов и тяжелых углеводородов,
- – узел аминовой очистки,
- – узел адсорбционной осушки,
- – узел выделения углеводородного конденсата и воды,
- – узел каталитического окисления сероводорода с получением серы,
а также система нагрева и охлаждения технологического оборудования, трубная обвязка с комплектом запорной, регулирующей и предохранительно
По заданию установка комплектуется оборудованием для гранулирования и затаривания серы, узлом каталитического дожига отходящего газа (при нежелательности разбавления очищенного газа азотом). При размещении установки в составе УПН узел выделения углеводородного конденсата и воды может быть заменен узлом абсорбции газового конденсата нефтью, что снижает ее потери при подготовке на 1-1,5% в расчете на нефть. Кроме того в качестве опции предлагается узел очистки конденсата (и/или нефти) от легких меркаптанов гомогенным каталитическим окислением.
Компоновка
Установка размещается на четырех технологических и двух вспомогательных транспортируемых блок-модулях размером 3х3х9 м и занимает в плане площадь 9х9 м без учета вспомогательного оборудования, противопожарных разрывов и проездов.
Установка поставляется в полной заводской готовности, подключается к коммуникациям гибкимиметаллору
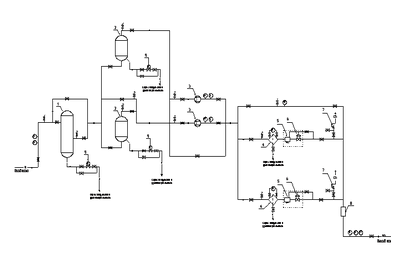
Сырьевой газ (А)в смеси с рецикловым газом подают для очистки от капельной влаги в газовый сепаратор С-1, далее направляют в адсорбер тяжелых углеводородов и меркаптанов А-1/1, заполненный синтетическим углеродным адсорбентом, отбензиненный газ направляют на аминовую очистку. Адсорберы оснащены встроенными теплообменными элементами спирально-радиал
В трехсекционном абсорбере/десорб
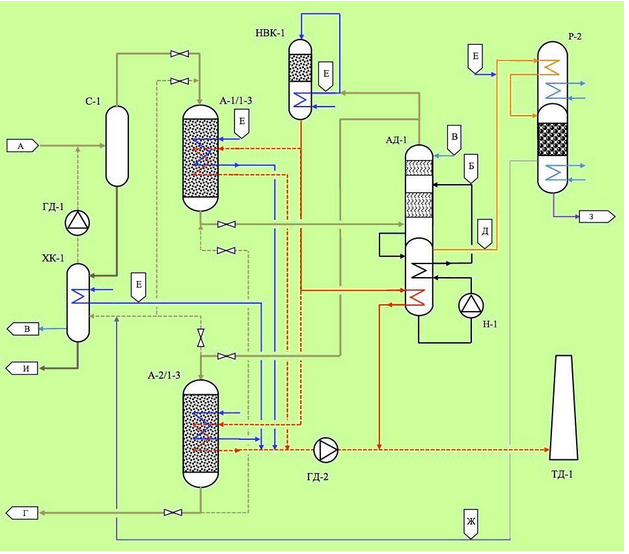
Принципиальная технологическая схема установки комплексной подготовки природного и попутного нефтяного газа
Кислый газ (Д) смешивают с воздухом (Е), подаваемым в количестве, меньшем, чем стехиометрическо
Регенерацию адсорбентов проводят при 130-150°С (температура десорбции) подавая во внутреннее пространство встроенных теплообменных элементов адсорберовА-1/2 и А-2/2нагретый воздух, получаемый в каталитическом подогревателе воздуха НВК-1, а также небольшой поток подготовленного газа (до 3%к расходу сырьевого газа) в качестве вытеснителя. Десорбат охлаждают атмосферным воздухом в холодильнике-кон
По окончании регенерации адсорберы А-1/2 и А-2/2 охлаждают продувкой атмосферным воздухом и переводят в режим ожидания. Периодически, по мере сокращения продолжительност
Часть обессеренного газа используют в качестве топлива в НВК-1, где его смешивают с 4-5-ти кратным избытком воздуха, подогретого до 300-350°С. Углеводороды топлива окисляются в беспламенном режиме на катализаторе блочно-сотового типа до углекислого газа и воды. Суммарное содержание окислов азота и СОпри этом не превышает 10 мг/м3. Подогретый воздух с температурой 750-800°С охлаждают до 400-450°С, подогревая воздух, подаваемый в НВК-1,и направляют на нагрев адсорберов А-1/2 и А-2/2, находящихся на стадии регенерации, а также на подогрев регенерационной секции АД-1, и далее газодувкой ГД-2 выводят в дымовую трубу ТД-1.
Степень отбензинивания газа регулируют по заданию изменением режимных параметров. Глубина осушки постоянна и составляет минус 60°С. Температуру в аппаратах поддерживают на оптимальном уровне, обеспечивающем заданную глубину очистки с помощью системы нагрева и охлаждения (на схеме показана условно). Используемые адсорбенты, абсорбенты и катализаторы допущены к применению в нефтегазовой промышленности и производятся российскими предприятиями.
Преимущества
- – комплексная подготовка ПГ и ПНГ любого состава с очисткой от паров воды, тяжелых углеводородов и меркаптанов,
- – компактность и малая металлоемкость за счет использования адсорберов современной конструкции и современных легко регенерируемых адсорбентов высокой емкости,
- – блочно-модульная комплектация, поставка в полной заводской готовности, минимальные сроки и объемы строительно-монт
ажных работ, - – низкие капитальные вложения, минимальные эксплуатационные расходы,
- – отсутствие огневого нагрева, высокая экологическая и промышленная безопасность.
Рекомендации к применению
– для очистки в промысловых условиях природного или попутного нефтяного газа от воды, меркаптанов и тяжелых углеводородов.
УСТАНОВКА ПОДГОТОВКИ ГАЗА
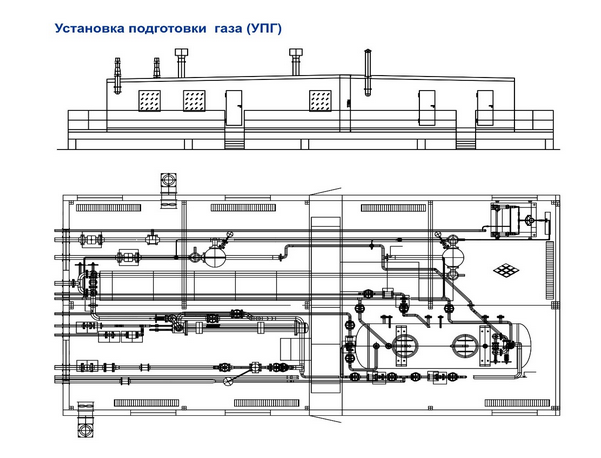
Блочно-модульная
Установка подготовки газа работает при избыточном давлении среды не более 35,0 МПа или под вакуумом с остаточным давлением не ниже 665 Па и температуре не выше 300°С. Климатическое исполнение Устан
В отдельных случаях в соответствии с заданием область применения Устан
- с усиленной металлической конструкцией – для эксплуатации в районах с сейсмичностью до 9 баллов и скоростным напором ветра по V географическому району;
- в климатическом исполнении ХЛ1 и УХЛ1 – для эксплуатации с рабочей температурой оборудования, находящегося под давлением, ниже минус 40°С;
- по специальным требованиям, связанным с поставкой на экспорт, в том числе в климатическом исполнении Т1 по ГОСТ 15150-69 «Машины, приборы и другие технические изделия. Исполнения для различных климатических районов».
Блочно модульные Устано
Модельный ряд Установки подготовки газа представлен следующими модификациями:
- по условному избыточному давлению газа на входе в Установку подготовки газа, согласно ГОСТ 9493-80 “Сосуды и аппараты. Ряды условных (номинальных) давлений” (МПа);
- по производительнос
ти по газу (нм³/мин) – Qг. - по производительнос
ти по жидкости (нм³/мин) – Qж.
В зависимости от параметров (давления, температуры, производительнос
- Блок первичной сепарации газа, предназначенный для сглаживания пульсации газожидкостной смеси, обеспечения работы Установки подготовки газа в пробковом режиме, сбора и накопления жидкостной фракции, сепарац
ии и очистки газа. В блоке первичной сепарации газа может быть предусмотрено оборудование по очистке потока от сернистых и меркаптановых соединений; - Узел дросселирования потока, предназначенный для снижения давления газового и жидкостного потоков;
- Блок дожима и охлаждения низконапорного газа, предназначенный для увеличения давления газаи его охлаждения. В блок может входить компресс
орное, струйное, холодильное, теплообменное и насосное оборудование; - Блок стабилизации среды, предназначенный для стабилизации газового и (или) жидкостного потоков после приведения их к иным параметрам по давлению и (или) температуре;
- Блок сепарации газа предназначе
нный для окончательной оч истки и подготовки газа к дальнейшему использованию; - Узел учёта, предназначенный для учёта, в т.ч. коммерческого газового и (или) жидкостного потоков.
- Инженерные сети и система управления, предназначенные для снабжения и бесперебойной работыУстановки подготовки газа, а также управления технологическим процессом подготовки газа, контроля технического состояния оборудования входящего в состав Установки, автоматического измерения параметров газа.
ГОСТ 39-091-79
БЛОК ПОДГОТОВКИ ТОПЛИВНОГО ГАЗА (БПТГ)
Установка подготовки газа
Наиболее оптимальным и перспективным решением утилизации попутного нефтяного газа признается использование его в качестве топлива для газопоршневы
Одной из наиболее серьезных проблем при подготовке попутного нефтяного газа является его очистка от газоконденсата, нефти, капельной, мелкодисперсной, аэрозольной влаги и механических шламовых примесей. Использование газа содержащего капельную жидкость (нефть, влагу) и механические нельзя применять на газопоршневые электростанции и
Наиболее перспективным направлением по подготовке топливного газа является создание компактных малогабаритных технологических комплексов – установка подготовки газа, позволяющих производить глубокую очистку газовой смеси непосредственно на отдельных скважинах или локальной группе скважин.
Разработанные конструкции Блок подготовки топливного газа БПТГ обеспе
Учитывая реализацию федеральной программы по утилизации попутного нефтяного газа, планы по освоению новых нефтяных месторождений, наличие проблем по повышению рентабельности действующих скважин, а также существующие в этой области серьезные экологические проблемы, устано
Блок подготовки топливного газа, установка подготовки газа
Современные технологии утилизации попутного газа предоставляют возможность полностью использовать попутный нефтяной газ на месторождениях, получить дополнительную электроэнергию и тепло.
Комплекс оборудования имеет широкий диапазон характеристик, получаемых за счет блочно-модульной компоновки. Установки оснащаются системой автоматического управления АСУ. Простота конструкции и автоматическое управление процессом – преимущество такой установки. Оборудование легко транспортируется и устанавливается на месте эксплуатации, сводя к минимуму затраты на монтаж и пуско-наладку. Основным преимуществом блочно-модульной компоновки оборудования является возможность утилизации попутного нефтяного газа небольших скважин. Установки утилизации попутного нефтяного газа представляеют собой блочно-модульный комплекс и могут рассматриваться как временный способ утилизации попутного нефтяного газа. После выработки определенного месторождения оборудование может быть перемещено. Установка подготовки газа имеет низкие показатели энергозатрат и является самыми эффективными в настоящее время. Масса, габаритные размеры, потребление электрической мощности, стоимость, время, необходимое на изготовление и монтаж установки подготовки газа, зависят от параметров газа конкретного месторождения.
Блок подготовки топливного газа осуществляе
В моноблоке Блок подготовки топливного газа смонтирован
Установка подготовки газа
В контейнере БПТГ
- Система автоматического поддержания заданной температуры в помещениях (в каждом помещении индивидуально);
- Рабочее освещение;
- Аварийное освещение, которое включается автоматически от резервного источника питания при исчезновении напряжения в основной сети;
- Система контроля за степенью загазованности в помещении;
- Система принудительной вентиляции, которое работает при превышении первого уровня загазованности;
- Система охранно-пожарной сигнализации с автоматическим тушением или без тушения;
- Система учета газа;
- Система автоматического слива конденсата из сепараторов и фильтров с ручным дублированием;
- Система контроля выходного давления газа;
и др. по заданию Заказчика.
Преимуществ
- Блок подготовки топлевного газа разрабатыва
ется индивидуально по требованию Заказчика в соответствии с опросным листом; - Блок подготовки топливного газа сертифициро
ван и имеет разрешение Ростехнадзора РФ на применение на всей территории России; - Установка подготовки газа размещается в едином контейнере;
- основное оборудование
- Бло
к подготовки топливного газа соответству ет уровню европейских стандартов.
На рисунке приведена одна из типовых технологических схем блок подготовки топливного газа.
Технологическая схема:
1 – сепаратор газовый типа ГС1 (очистка до 50 мкм); сепаратор-центри
Технические характеристики
Установка подготовки газа
Блок подготовки топливного газа поставляетс
Техническая поддержка:
- Подбор оборудования для Вашего проекта.
- Изготовление БПТ
Г высокой заводской готовности. - Разработка технологического регламента на эксплуатацию.
- Расчет технологических параметров процесса.
- Технические консультации.
- Решение технических проблем действующего производства.
Колонные аппараты тарельчатые царговые
Колонные аппараты тарельчатые царговые диаметр
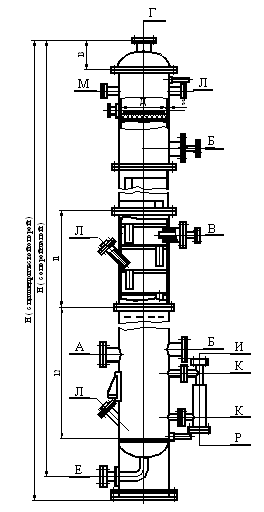 |
Таблица штуцеров
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Внутренние устройства колонных аппаратов
Тарелки массообменные:
- колпачковые по типу ОСТ 26-01-66 (диаметром 400–4000 мм);
- клапанные прямоточные, трапециевидно-кл
апанные, клапанные балластные (одно-, двух-, четырехпоточные диаметром 1000 мм и выше в зависимости от типа) по АТК 26-02-1-89, АТК 26-02-2-89, АТК 26-02-4-89, АТК 26-02-5-89, АТК 24.202.11-90, АТК 24.202.08-90 соответственно; - жалюзийно-клапан
ные однопоточные по типу ОСТ 26-01-417-79 (диаметром 1000–4000 мм); - ситчато-клапанны
е по ОСТ 26-01-108-85 (диаметром 400–4000 мм); - решетчатые ПО АТК 24.202.01-90 (диаметром 1000–3000 мм);
- ТСН-2, ТСН-3 по ОСТ 26-705-79 (диаметром 400–2800 мм), а также отбойники сетчатые по типу АТК 24-202-12-90 и решетки опорные по ОСТ 26-02-601-72.
- Внутренние устройства, предназначенные для размещения в корпусе колонны насадки.
- Нестандартные внутренние устройства по конструктивным взаимосогласован
ным с Заказчиком решениям.
ТАРЕЛКИ колпачковые
Тарелки стальные однопоточные колпачковые для колонных аппаратов диаметром от 400 до 4000 мм применяются в химической и смежных отраслях промышленности.
1. Стандарт устанавливает конструкцию тарелок:
- – неразборную дл
я аппаратов диаметром от 400 до 800 мм; -
– разборную для аппаратов диаметром от 1000 до 4000 мм.
3. Тарелки изготавливаются из сталей марок: ВСт3сп, ВСт3пс по ГОСТ 380-71; стали 10 по ГОСТ 1050-74; 12Х18Н10Т; 10Х17Н13М2Т; 08Х21Н6М2Т; 08Х22Н6Т; 08Х18Г8Н2Т; 08Х13 по ГОСТ 5832-72
ТАРЕЛКИ ситчатые, ситчато-клапанны
Тарелки ситчато-клапанны
Изготавливаютс
| Тип | Область применения |
| 1 – ситчатые | Для процессов, протекающих при любом давлении и стабильных режимов |
| 2 – ситчато-клапанны |
Для процессов, протекающих преимущественно при атмосферном давлении и под вакуумом |
| 3 – клапанные | Для процессов, протекающих преимущественно при атмосферном и повышенном давлении |
Для всех типов тарелок устанав
| Диаметр колонны, мм | Исполнение | Область применения |
| 400, 600, 800 | 1 – неразборные | Не ограничено |
| от 1000 до 4000 | 2 – разборные с относительным сечением перелива от 4,11 до 6,69% | Для нагрузок по жидкости на 1 м длина сливной планки не более 40 м3/(м.ч) |
| от 1200 до 4000 | 3 – разборные с относительным сечением перелива от 9,80 до 21,6 % | Для нагрузок по жидкости на 1 м длина сливной планки не более 40 м3/(м.ч) |
Тарелки типа 2 исполнений 2 и 3 имеют 2 модификации, отличающиеся друг от друга количеством клапанов. Применение тарелок типа 1 для рабочих сред, вызывающих инструкцию и полимеризацию, не допускается. Расстояние между тарелками в колонных аппаратах должно соответствовать ГОСТ 21944-76 и приниматься:
- дл
я исполнения 1 – 200, 250, 300, 350, 400, 450, 500 мм; - дл
я исполнения 2 и 3 – 300, 350, 400, 450, 500, 600, 800, 1000 и 1200 мм;
Высота сливного порога определя
ТАРЕЛКИ жалюзийно-клапан
Тарелки жалюзийно-клапанные прямоточные однопоточные для колонных аппаратов диаметром от 1000 до 4000 мм применяются в производстве минеральных удобрений, химической и других смежных отраслях промышленности.
Стандарт устанавливает два исполнения тарелок:
- исполн
ение 1 – тарелки для нагрузок по жидкости на 1 м длины сливной планки не более 40 м3 / (м.ч); - исполн
ение 2 – тарелки для нагрузок по жидкости на 1 м длины сливной планки свыше 40 м3 / (м.ч).
Исполнение тарелки выбирается по результатам гидравлического и технологического расчета, выполненных по методике ОСТ 26-01-1488-83.
Высота сливного порога стандартом установлена от 15 до 50 мм и определяется расчетом по ОСТ 26-01-1488-83.
Тарелки могут оснащаться отбойниками над сливными карманами и над рабочей зоной тарелки.
Необходимость установки отбойников определяется при расчете по ОСТ 26-01- 1488- 83.
Количество отбойников, устанавливаемых над рабочей зоной тарелки, принято из условия, что расстояние между ними по ходу движения жидкости не превышает 1000 мм.
Расстояние между тарелками должно соответствовать ГОСТ 21944-76 и приниматься равным 400, 450, 500, 600, 800, 1000 и 1200 мм
Тарелки должны изготавливаться из сталей марок: ВСт3СП; ВСт3пс по ГОСТ 380-71;12Х18Н10Т; 10Х17Н13М2Т; 08Х21Н6М-2Т; 08Х22Н6Т; 08Х18Г8Н2Т; 08Х13 по ГОСТ 5632-72.
ТАРЕЛКИ решетчатые
Тарелки решетчатые стальные колонных аппаратов диаметром 400, 600, 800 мм применяются в химической, нефтехимической, нефтеперерабатыв
П
Тарелка ТР-800-1
ОСТ 26-675-78
Тарелка решетчатая (ТР) для аппарата диаметром 800 мм, с шагом щелей t=12 мм, с расстоянием между тарелками h=400 мм и маркой стали 12Х18Н10Т.
Материал решетчатых тарелок – сталь марок ВСт3сп2; ВСт3пс3, ВСт3пс4, ВСт3кп2 по ГОСТ 380-71и 12Х18Н10Т; 10Х17Н13М3Т; 08Х21Н6М2Т: 08Х18Г8Н2Т; 08Х22Н6Т по ГОСТ 5632-72; 08Х13.
Допускается применение сталей других марок по механическим и химическим свойствам не ниже указанных
ТАРЕЛКИ клапанные прямоточные
Предусматриваются тарелки шести исполнений:
- исполнение 1 – однопоточные тарелки диаметром от 1000 до 4000 мм без кармана для отбора жидкости;
-
исполнение 2 – однопоточные тарелки диаметром от 1000 до 4000 мм с карманом для отбора жидкости; -
исполнение 3 – двухпоточные тарелки диаметром от 1400 до 9000 мм с боковыми переливами без кармана для отбора жидкости; -
исполнение 4 – двухпоточные тарелки диаметром от 1400 до 9000 мм с боковыми переливами с карманом для отбора жидкости; -
исполнение 5 – двухпоточные тарелки диаметром от 1400 до 9000 мм с центральным переливом без кармана для отбора жидкости; -
исполнение 6 – двухпоточные тарелки диаметром от 1400 до 9000 мм с центральным переливом с карманом для отбора жидкости.
Тарелки указанных исполнений изготавливаются в двух модификациях А и Б, отличающихся сечениями переливов. Каждая модификация может быть с тремя свободными сечениями за счет расстояния между рядами клапанов по ходу жидкости 50; 75 или 100 мм.
Расстояние между тарелками в колонне должны определяться расчетом и принимаются равными 300, 350, 400, 450, 500, 600, 700, 800 или 900 мм.
Гидравлический расчет тарелок для колонн, работающих при атмосферном давлении, следует проводить по руководящему техническому материалу РТМ 26-02-16-83, а для работающих под вакуумом – по РТМ 26-02+26-83.
Высота сливного порога «h» тарелки определяется расчетом и должна приниматься равной от 20 до 50 мм.
Тарелки должны изготавливаться из стали марок Ст3сп, Ст3пс по ГОСТ 380-88, 08Х13, 12Х18Н10Т, 10Х17Н13М2Т, 08Х 22Н6Т или 08Х21Н6М2Т по ГОСТ 5632-72.
Пример условного обозначения тарелки:
Тарелка 1А 2000-600 / 75-40-Ст3сп
АТК 26-02-4-89
Тарелка исполнения 1, модификации А, диаметром 2000 мм при расстоянии между тарелками 600 мм, между рядами – 75 мм, с высотой порога 40 мм, изготовлена из стали марки Ст3сп.
Тарелка 2А 2000-600/ 75-40-10Х17Н13М2Т
АТК 26-02-4-89
Тарелка исполнения 2, модификации А, диаметром 2000 мм при расстоянии между тарелками 600 мм, между рядами клапанами 75 мм, с высотой порога 40 мм, изготовлена из стали марки08Х13.
ТАРЕЛКИ ситчатые с отбойными элементами
Ректификационные тарелки с отбойными элементами применяются для аппаратов колонного типа диаметром от 1000 до 9000 мм,
работающих под вакуумом и при избыточном давлении до 0,6 МПа (6 кгс/см2), установок нефтеперерабатыв
Предусматриваются тарелки шести исполнений:
- ис
полнение 1 – однопоточные тарелки диаметром от 1000 до 4000 мм без кармана для отбора жидкости; - ис
полнение 2 – однопоточные тарелки диаметром от 1000 до 4000 мм с карманом для отбора жидкости; - ис
полнение 3 – двухпоточные тарелки диаметром от 1400 до 9000 мм с боковыми переливами без кармана для отбора жидкости; - ис
полнение 4 – двухпоточные тарелки диаметром от 1400 до 9000 мм с боковыми переливами с карманом для отбора жидкости; - ис
полнение 5 – двухпоточные тарелки диаметром от 1400 до 9000 мм с центральным переливом без кармана для отбора жидкости; - ис
полнение 6 – двухпоточные тарелки диаметром от 1400 до 9000 мм с центральным переливом с карманом для отбора жидкости.
Тарелки указанных исполнений изготавливаются в двух модификациях А и
модификация может быть с тремя свободными сечениями за счет различного раскрытия щели (4,0-3,3-2,5 мм) при штамповке полотна для основания тарелки.
Расстояние между тарелками в колонне должны определяться расчетом и принимаются равными 450, 500, 600, 700, 800 или
900 мм.
Тарелки должны изготавливаться из стали марок Ст3сп, Ст3пс по ГОСТ 380-88, 08Х13, 12Х18Н10Т, 10Х17Н13М2Т, 08Х22Н6Т или
08Х21Н6М2Т по ГОСТ 5632-72.
Пр
Тарелка 1 2000-600 / А-4,0-Ст3сп
АТ
Тарелка исполнения 1, модификации А, диаметром 2000 мм при расстоянии между тарелками 600 мм и раскрытием щели
4,0 мм, изготовлена из стали марки Ст3сп.
Тарелка 2 2000-600 / Б-4,0-0,8Х13
АТ
Тарелка исполнения 2, модификации Б, диаметром 2000 мм при расстоянии между тарелками 600 мм и раскрытием щели
4,0 мм, изготовлена из стали марки 08Х13.
Колонные аппараты царговые с насыпной насадкой
Колонные аппараты с насыпной насадкой царговые диаметром от 400 до 800 мм черт. 154-3535.00.000 ВО
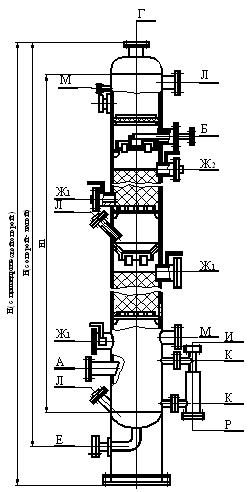 |
Таблица штуцеров
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
х определяются расчетом.
Основные технические данные.
| Диаметр аппарата, D, мм | 400 | 600 | 800 | |
| Толщина корпуса и днищ, S, мм | 6-10 Выбирается заказчиком в соответствии с приложением |
|||
| высота насадки, мм | 1-го слоя11 | 1000; 1500; 2000; 2500 | ||
| 2-го слоя 12 | ||||
| 3-го слоя 13 | ||||
| Высота царги. мм | L1 | 11+800 | 11+950 | 11+1000 |
| L2 | 12+850 | 12+1000 | 12+1050 | |
| L3 | 13+940 | |||
| Обозначение опор-лап по ГОСТ 2696-84 |
2-10000 | 2-25000 | 2-40000 | |
| Количество опор-лап | 3 | 4-расположение по осям | ||
| Высота аппарата, мм | Н1 | Указывается заказчиком в опросном листе | ||
| Н | Не более 15000 | |||
| Диаметр люка, мм | 150 | 250 | ||
Колонные аппараты с насыпной насадкой цельносварные диаметром от 1000 до 2800 мм черт. 154-3536.00.000 ВО
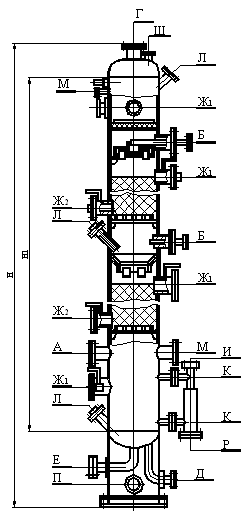 |
Таблица штуцеров
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
х определяются расчетом
Основные технические данные
| Диаметр аппарата, D, мм | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | ||||||
| Толщина корпуса и днищ, S, мм | 6-38 Выбирается заказчиком в соответствии с приложением |
|||||||||||||||
| Высота насадки, мм | 1-го слоя11 | 2000; 3000; 4000;5000;6000;7 |
||||||||||||||
| 2-го слоя 12 | ||||||||||||||||
| 3-го слоя 13 | ||||||||||||||||
| Расстояние между слоями насадки, 14. мм | 1215 | 1325 | 1425 | 1545 | 1580 | |||||||||||
| Высота аппарата, мм | Н1 | Указывается заказчиком в опросном листе | ||||||||||||||
| Н (не более) | 1500 | 20000 | 30000 | 40000 | ||||||||||||
| Люк | диаметр, мм | 500 | 600 | |||||||||||||
| Тип | При давлении до 1,6 МПа и остаточном давлении: по ОСТ 26-2002-83 для углеродистой стали, по ОСТ 26-2003-83 для коррозионно- стойких сталей; при давлении выше 1,6 МПа – по ОСТ 26-2005-83, ОСТ 26-2006-83 | |||||||||||||||
Колонные аппараты тарельчатые цельносварные
Колонные аппараты тарельчатые цельносварные ди
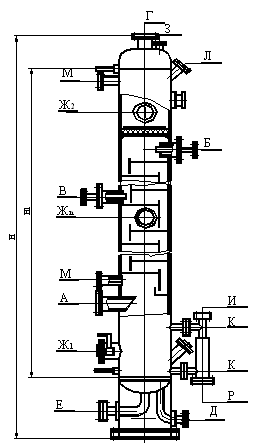 |
Таблица штуцеров
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
х Определяются расчетом.
Основные технические данные
| Диаметр аппарата, D, мм | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3200 | 3400 | 3600 | ||
| Расстояние между тарелками, h, мм | 300,400,500,600, |
|||||||||||||||
| Толщина корпуса и днищ, S, мм | Выбирается заказчиком в соответствии с приложением | |||||||||||||||
| Тип внутренних устройств (тарелки) | Т1 | Колпачковые ОСТ 26-01-66-86 | ||||||||||||||
| Т2 | Сетчато-клапанны |
|||||||||||||||
| Т3 | Жалюзийно-клапан |
|||||||||||||||
| Т4 | Решетчатые ОСТ 26-675-78 | |||||||||||||||
| Т5 | Клапанные прямоточные (ОСТ 26-02-1401-76 ) | |||||||||||||||
| Т6 | Ситчатые с отбойными элементами ОСТ 26-02-2054-79 | |||||||||||||||
| Т7 | S-образные клапанные ОСТ 26-02-536-78 | |||||||||||||||
| Т8 | Клапанные баластн |
|||||||||||||||
| Количество | Тарелок | Определяется заказчиком
Максимально возможное количество тарелок в аппарате – 60 число тарелок принимается четным |
||||||||||||||
| Высота аппарата, Н, мм, не более | 2300 | 3000 | 500 | |||||||||||||
| Люк | Диаметр, мм | 500 | 600 | |||||||||||||
| Тип | При давлении 1,6 МПа и остаточном давлении – по ОСТ 26-2002-83 для углеродистой стали;по ОСТ 26-2002-83 для коррозионностойк При давлении выше 1,6 МПа – по ОСТ 26-2005-83 для углеродистой стали; по ОСТ 26-2005-83 для коррозионностойк |
|||||||||||||||
| Расположение по высоте аппарата | Для чистых сред – через 12 тарелок;для загрязненных сред – через 6 тарелок | |||||||||||||||
Аппарат колонный тарельчатый
600-6-Т2Ж-08-10-
Условное обозначение царгового аппарата с насыпной насадкой:
Аппарат колонный с насыпной насадкой D-S-I1-I2-I3-Мк-
Например:
Аппарат колонный с насыпной насадкой царговый с диаметром D=800мм, толщиной корпуса и днищ S=8 мм, высотой: 1-го слоя I1=0; 2-го слоя I2=2000 мм; 3-го слоя I3=1000 мм и материалом: корпуса аппарата Мк – сталь 20К, , внутренних устройств Мв – сталь 12Х18Н10Т,опоры Мо сталь 09Г2С.
Аппарат колонный с насыпной насадкой 800-8-0-2000-100
Условное обозначение колонного аппарата с насыпной насадкой цельносварного:
Аппарат колонный с насыпной насадкой D-S-I1-I2-I3-Мк-
Например:
Аппарат колонный с насыпной насадкой цельносварной диаметром D= 1600 мм, толщиной корпуса и днища S= 12мм, высотой: 1-го слоя L1=0; 2-го слоя L2=6000 мм; 3 -го слоя L3=2000 мм и материалам: корпуса аппарата Мк- сталь 20К, внутренних устройств Мв- сталь 12Х18Н10Т, опоры Мо- сталь 09Г2С.
Аппарат колонный с насыпной насадкой 1600-12-0-6000-2
Материальное исполнение колонных аппаратов
| Исполнение | Марка материала (сталь) | Исполнение | Марка материала (сталь) |
| 01 | ВСт3сп3 | 06 | 08Х13 |
| 02 | ВСт3сп4 | 07 | 08Х21Н6М2Т |
| 03 | ВСт3сп5 | 08 | 08Х22Н6Т |
| 04 | 09Г2С | 09 | 2Х18Н10Т |
| 05 | 2ОК | 10 | 10Х17Н13М2Т |
Исполнительная толщина стенки (S, мм) цилиндрической обечайки аппаратов под вакуумом
| Диаметр аппарата, мм | 400 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3200 | 3400 | 3600 | |
| Материал | ВСт3сп 09Г2С |
6 | 8 | 8 | 8 | 8 | 10 | 10 | 12 | 12 | 14 | 14 | 16 | 16 | 18 | 18 | 20 | 20 |
| Коррозийно-стойк |
6 | 6 | 6 | 8 | 8 | 8 | 8 | 10 | 10 | 12 | 12 | 14 | 14 | 16 | 16 | 18 | 18 | |
Основные технические данные (исполнение 1)
| Показатель | Шифр аппарата | |||||||||||||||||||||||||||||||||||||
| А1 | Б1 | В1 | Г1 | Д | Е1 | Ж | З | И1 | К1 | Л1 | М3 | Н1 | П1 | Р1 | С1 | У | Ф | С | Ч | Ш | Щ | Э | Ю | |||||||||||||||
| Диаметр аппарата, D, мм | 400 и 600 | 800 | ||||||||||||||||||||||||||||||||||||
| Расстояние между тарелками, h, мм | 200 | 300 | 400 | 200 | 300 | 400 | ||||||||||||||||||||||||||||||||
| Толщина корпуса и днищ, S, мм | Выбирается заказчиком в соответствии с приложением | |||||||||||||||||||||||||||||||||||||
| Тип внутренних устройств (тарелки) | Т1 | Колпачковые ОСТ 26-01-66-86 | ||||||||||||||||||||||||||||||||||||
| Т2 | Ситчато-клапанны |
|||||||||||||||||||||||||||||||||||||
| Т3 | Жалюзийно-клапан |
|||||||||||||||||||||||||||||||||||||
| Т4 | Решетчатые ОСТ 26-675-78 | |||||||||||||||||||||||||||||||||||||
| Количество | Тарелок | 4 | 6 | 8 | 12 | 4 | 6 | 8 | 12 | 4 | 6 | 8 | 12 | 4 | 6 | 8 | 12 | 4 | 6 | 8 | 12 | 4 | 6 | 8 | 12 | |||||||||||||
| царг | 1 | 1 | 2 | 3 | 1 | 2 | 2 | 4 | 2 | 3 | 4 | 6 | 1 | 1 | 1 | 2 | 1 | 1 | 2 | 3 | 1 | 2 | 2 | 4 | ||||||||||||||
| Количество тарелок в кубе | – | 2 | – | – | 1 | – | 2 | – | – | – | – | 2 | – | – | 2 | – | – | 1 | – | 2 | – | |||||||||||||||||
| Высота, мм | Царги 11 | 800 | 900 | 800 | 1200 | |||||||||||||||||||||||||||||||||
| Куба 12 | 2300 | 2650 | 2300 | 2650 | 2300 | 3000 | 2300 | 2300 | 2650 | 2300 | 3000 | 2300 | 2650 | 2300 | 3000 | 2300 | ||||||||||||||||||||||
| Крышки 13 | 350 | 450 | ||||||||||||||||||||||||||||||||||||
| Обозначение опор-лап по ГОСТ 2696-84 | Опора 2-10000 | Опора2-25000 | ||||||||||||||||||||||||||||||||||||
| Количество опор-лап | 3-для диаметра 400 мм; 4 (расположение по осям) – для диаметров 600-800 мм | |||||||||||||||||||||||||||||||||||||
| Высота аппарата, Н, мм | При цилиндрической опоре | 5350 | 5700 | 6150 | 6950 | 5800 | 6350 | 7050 | 8150 | 6150 | 6950 | 7750 | 9150 | 5850 | 6200 | 7050 | 8260 | 6200 | 7050 | |||||||||||||||||||
| По опоре-лапе | 4800 | 5150 | 5600 | 6400 | 5250 | 5800 | 6500 | 7600 | 5600 | 6400 | 7250 | 8800 | 5300 | 5650 | 6500 | 5300 | 6000 | 6500 | ||||||||||||||||||||
Основные технические данные (исполнение 2)
| Показатель | Шифр аппарата | ||||||||||||||||||
| А2 | В2 | Г2 | А3 | В3 | Г3 | Д1 | Ж1 | З1 | Д2 | Ж2 | З2 | И2 | Л2 | М4 | И3 | Л3 | М5 | ||
| Диаметр аппарата, D, мм | 400 и 600 | ||||||||||||||||||
| Расстояние между тарелками, h, мм | 200 | 300 | 400 | ||||||||||||||||
| Толщина корпуса и днищ, S, мм | Выбирается заказчиком в соответствии с приложением | ||||||||||||||||||
| Тип внутренних устройств (тарелки) | Т1 | Колпачковые ОСТ 26-01-66-86 | |||||||||||||||||
| Т2 | Ситчато-клапанны |
||||||||||||||||||
| Т3 | Жалюзийно-клапан |
||||||||||||||||||
| Т4 | Решетчатые ОСТ 26-675-78 | ||||||||||||||||||
| Количество | Тарелок | 16 | 20 | 24 | 28 | 32 | 36 | 16 | 20 | 24 | 28 | 32 | 36 | 16 | 20 | 24 | 28 | 32 | 36 |
| царг | 4 | 5 | 6 | 7 | 8 | 9 | 5 | 6 | 8 | 9 | 10 | 12 | 8 | 10 | 12 | 14 | 16 | 18 | |
| Количество тарелок в кубе | – | 1 | 2 | – | 1 | 2 | – | – | |||||||||||
| Высота, мм | Царги 11 | 800 | 900 | 800 | |||||||||||||||
| Куба 12 | 2300 | 2650 | 3000 | 2300 | 2650 | 3000 | 2300 | 2300 | |||||||||||
| Крышки 13 | 350 | ||||||||||||||||||
| Обозначение опор-лап по ГОСТ 2696-84 | Опора 2-10000 – для диаметра 400 мм; Опора2-25000 – для диаметра 600 |
||||||||||||||||||
| Количество опор-лап | 3-для диаметра 400 мм; 4 (расположение по осям) – для диаметра 600 мм | ||||||||||||||||||
| Высота аппарата, Н, мм |
При цилиндрической опоре | 7750 | 8550 | 9350 | 10150 | 10950 | 11750 | 9400 | 10650 | 11750 | 13000 | 14250 | 15350 | 10950 | 12550 | 14150 | 15750 | 17350 | 18950 |
| По опоре-лапе | 7200 | 8000 | 8800 | 9600 | 10400 | 11200 | 8850 | 10100 | 11200 | 12450 | 13700 | 14800 | 10400 | 12000 | 13600 | 15200 | 16800 | 18400 | |
Основные технические данные (исполнение 2)
| Показатель | Шифр аппарата | ||||||||||||||||||||||||||||
| Н2 | Р2 | С2 | Н3 | Р3 | С3 | У2 | Ц2 | Ч2 | У3 | Ц3 | Ч3 | Ш2 | Э1 | Ю1 | Ш3 | Э2 | Ю2 | ||||||||||||
| Диаметр аппарата, D, мм | 800 | ||||||||||||||||||||||||||||
| Расстояние между тарелками, h, мм | 200 | 300 | 400 | ||||||||||||||||||||||||||
| Толщина корпуса и днищ, S, мм | Выбирается заказчиком в соответствии с приложением | ||||||||||||||||||||||||||||
| Тип внутренних устройств (тарелки) | Т1 | Колпачковые ОСТ 26-01-66-86 | |||||||||||||||||||||||||||
| Т2 | Ситчато-клапанны |
||||||||||||||||||||||||||||
| Т3 | Жалюзийно-клапан |
||||||||||||||||||||||||||||
| Т4 | Решетчатые ОСТ 26-675-78 | ||||||||||||||||||||||||||||
| Количество | Тарелок | 16 | 20 | 24 | 28 | 32 | 36 | 16 | 20 | 24 | 28 | 32 | 36 | 16 | 20 | 24 | 28 | 32 | 36 | ||||||||||
| царг | 3 | 4 | 5 | 6 | 4 | 5 | 6 | 7 | 8 | 9 | 8 | 6 | 8 | 9 | 10 | 12 | |||||||||||||
| Количество тарелок в кубе | – | 2 | – | – | 1 | 2 | – | – | 2 | – | |||||||||||||||||||
| Высота, мм | Царги 11 | 1200 | |||||||||||||||||||||||||||
| Куба 12 | 2300 | 2650 | 2300 | 2650 | 2300 | 2300 | 2650 | 3000 | 2300 | 2650 | 3000 | 2300 | |||||||||||||||||
| Крышки 13 | 450 | ||||||||||||||||||||||||||||
| Обозначение опор-лап по ГОСТ 2696-84 | Опора 2-40000 | ||||||||||||||||||||||||||||
| Количество опор-лап | 4 (расположение по осям) | ||||||||||||||||||||||||||||
| Высота аппарата, Н, мм |
При цилиндрической опоре | 8250 | 8600 | 9450 | 10650 | 11000 | 11850 | 9450 | 10650 | 11850 | 13050 | 14250 | 15450 | 11600 | 12550 | 14250 | 15800 | 17350 | 19050 | ||||||||||
| При опоре-лапе | 7700 | 8050 | 8900 | 10100 | 10450 | 11300 | 8900 | 10100 | 11800 | 12500 | 13700 | 14900 | 11050 | 12000 | 13700 | 15250 | 16800 | 18500 | |||||||||||
Примечание. Колонные аппараты 400,600,800 мм с количеством тарелок от 16 до 36 раскрепляются по высоте аппарата в этажерке.
Место раскрепления должно находиться на высоте не более 3 / 4 Н от фундамента аппарата.
Охладители конденсата и выпара
Охладители конденсата предназначены для охлаждения конденсата греющего пара подогревателей низкого давления и подогревателей сетевой воды систем централизованного теплоснабжения, подключенных к ГРЭС, ТЭЦ и промышленным котельным. Тепло, выделяемое при охлаждении конденсата греющего пара, используется для подогрева более холодного основного конденсата в системе регенерации турбоустановки, обеспечивая экономию тепла в цикле. Охладители конденсата могут использоваться для утилизации тепла конденсата греющего пара пароводяных теплообменных аппаратов, применяемых в различных котельных и производственных технологических системах, использующих не агрессивные, охлаждающие жидкости, а также утилизации тепла горячей воды для систем химической водоочистки котельных установок малой мощности.
Охладитель конденсата типа ОГ представляет собой водоводяной теплообменник горизонтального типа, состоящий из 2-х (ОГ-12М) или 4-х (ОГ-24М; ОГ-35; ОГ-130; ПНГ-130) одинаковых секций, включенных последовательно по обоим теплоносителям с соблюдением принципа противотока.
Охладители конденсата ОГ-6 и ОГ-32 представляют собой водоводяные теплообменники горизонтального типа, состоящие из одной секции.
Пример условного обозначения охладителя конденсата при заказе: Охладитель конденсата ОГ, с площадью поверхности теплообмена 32 м². Охладитель конденсата ОГ-32
Охладитель конденсата типа ОГ (вид сверху и сбоку)
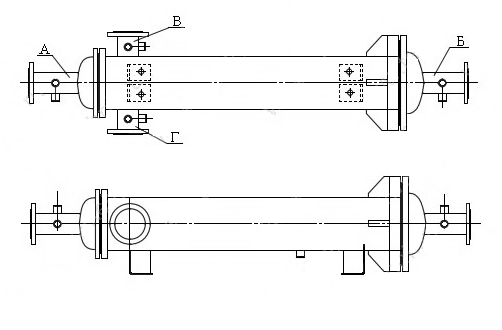
Таблица штуцеров
|
Обозначение |
Наименование | Кол-во |
| А | Вход охлаждающего конденсата | 1 |
| Б | Выход охлаждающего конденсата | |
| В | Вход охлаждаемого конденсата | |
| Г | Выход охлаждаемого конденсата |
Охладители конденсата типа ОВ представляют собой водоводяные теплообменники вертикального исполнения.
Основными узлами ОВ-40М и ОВ-150-3А являются: верхняя водяная камера, корпус и трубная система. Трубная система этой группы охладителей состоит из трубной доски, в которой развальцованы концы U-образных стальных труб, и кожуха. Последний охватывает снаружи трубный пучок, что позволяет свести к минимуму холостые протечки охлаждаемого конденсата мимо трубного пучка. Эти же цели преследует установленный в центре пучка охладителя (между участками труб с самым малым гибом) вытеснитель, приваренный в верхней части к трубной доске.
Охладитель ОВ-140М является жестко-трубным аппаратом, в котором трубные доски, трубная система, корпус и водяная камера охлаждаемого конденсата (на корпусе) с патрубками представляют единый узел.
Во всех охладителях типа ОВ применена противоточная схема движения теплоносителей.
Пример условного обозначения охладителя конденсата при заказе: Охладитель конденсата ОВ, с площадью поверхности теплообмена 320 м².
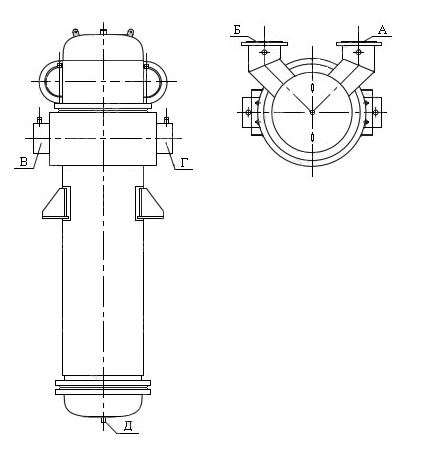
Таблица штуцеров
| Обозначение | Наименование | Кол-во |
| А | Вход охлаждающей воды | 1 |
| Б | Выход охлаждющей воды | |
| В | Вход охлаждемой воды | |
| Г | Выход охлаждаемой воды | |
| Д | Слив |
Охладители конденсата типа ОК представляют собой кожухотрубный однокорпусной теплообменник горизонтального типа, основными узлами которого являются корпус, трубная система, съемные передняя и задняя камеры. Корпус охладителя выполняется из стальной трубы с приваренными воротниковыми фланцами. Трубная система состоит из двух стальных трубных досок, с завальцованными в них прямыми латунными или углеродистыми трубками, свободной продольной перегородки, поперечных перегородок, имеющих вырез в четверть круга и крышки плавающей головки со стяжными полукольца ми и паронитовой прокладкой для уплотнения. Передняя трубная доска – неподвижная и крепится между фланцами корпуса и передней водяной камеры, задняя доска – плавающая. Передняя и задняя водяные камеры выполнены сварными из труб, воротниковых фланцев и штампованных эллиптических днищ.
Пример условного обозначения охладителя конденсата ОК при заказе: Охладитель конденсата ОК, с площадью поверхности теплообмена 16 м², на избыточное давление в трубной системе 1,47 (15 кгс/см²) МПа, на избыточное давление в корпусе 0,59 (6 кгс/см²) МПа
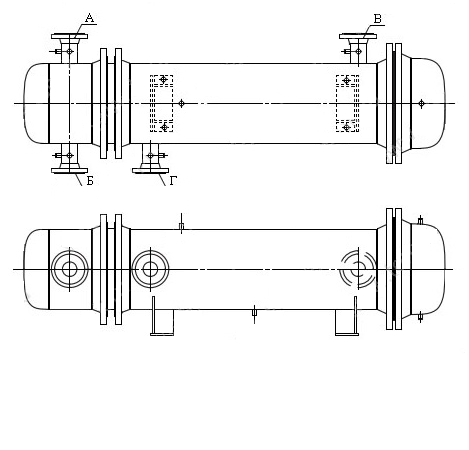
Таблица штуцеров
| Обозначение | Наименование | Кол-во |
| А | Вход охлаждающего
конденсата |
1 |
| Б | Выход охлаждающего
конденсата |
|
| В | Вход охлаждемого
конденсата |
|
| Г | Выход охлаждаемого
конденсата |
Основные технические характеристики охладителей конденсата:
| Обозначение охладителя | Площадь поверхности теплообмена, м² |
Избыточное давление, МПа |
Номинальная температура воды на входе, ºС |
Номинальный расход воды т/ч, не более | Количество ходов воды | Масса, кг |
||||
| в корпусе |
в трубной системе |
в корпусе |
в трубной системе |
в корпусе |
в трубной системе |
в корпусе |
в трубной системе |
|||
| ОГ-6 | 6 | 0,39 | 0,39 | 115 | 100 | 10 | 98 | 2 | 1 | 380 |
| ОГ-12М | 12 | 0,59 | 1,47 | 165 | 120 | 8 | 33 | 4 | 4 | 701 |
| ОГ-24М | 24 | 0,59 | 1,47 | 165 | 145 | 30 | 60 | 8 | 8 | 1358 |
| ОГ-32 | 32 | 0,98 | 0,25 | 24 | 104 | 400 | 11 | 1 | 8 | 1306 |
| ОГ-35 | 35 | 1,27 | 1,47 | 120 | 165 | 90 | 130 | 8 | 8 | 1990 |
| ОГ-130 | 130 | 0,15 | 0,88 | 80 | 70 | 75 | 230 | 8 | 4 | 5683 |
| Охладители конденсата ОВ | ||||||||||
| ОВ-40М | 40 | 0,59 | 2,45 | 164 | 150 | 95,3 | 160 | 4 | 2 | 2254 |
| ОВ-140М | 140 | 0,29 | 2,45 | 45 | 37 | 640 | 640 | 2 | 2 | 4160 |
| ОВ-150-3А | 150 | 0,79 | 2,84 | 104,5 | 87,6 | 140,84 | 310 | 4 | 2 | 7285 |
| ОВ-320 | 320 | 0,29 | 2,25 | 28,6 | 37,45 | 600 | 905 | 4 | 2 | 7285 |
|
Охладитель конденсата ОК |
||||||||||
| ОК-8-15-6 | 8 | 0,59 | 1,47 | 165 | 120 | 8 | 33 | 2 | – | 465 |
| ОК-16-15-6 | 16 | 0,59 | 1,47 | 165 | 145 | 30 | 60 | 2 | – | 783 |
| ОК-24-15-13М | 24 | 1,27 | 1,47 | 165 | 120 | 45 | 130 | 2 | – | 885 |
Охладители выпара атмосферных деаэраторов (ОВА), (ОВА-М) предназначены для конденсации максимального количества пара из отводимой от деаэратора парогазовой смеси (выпара) с утилизацией тепла. Охладители выпара состоят из горизонтального цилиндрического корпуса и размещенной в нем трубной системы. Химочищенная вода, проходит внутри трубок, нагревается и затем поступает в деаэрационную колонку. Парогазовая смесь (выпар) поступает в межтрубное пространство, где пар из нее практически полностью конденсируется. Оставшиеся газы отводятся в атмосферу, конденсат пара сливается в деаэратор.
Охладитель выпара конденсирует максимальное количество пара из парогазовой смеси, которая отводится от деаэратора с утилизацией тепла.
Охладитель выпара поверхностного типа состоит из горизонтального корпуса и размещенной в нем трубной системы (материал трубок – латунь, либо коррозионно-стойкая сталь).
Для обеспечения безопасной эксплуатации деаэраторов предусматривается их защита от опасного повышения давления и уровня воды в баке с помощью комбинированного предохранительного устройства.
Устройство подключается к деаэраторному баку через штуцер перелива. Устройство состоит из двух гидрозатворов, один из которых защищает деаэратор от превышения допустимого давления, а другой от опасного повышения уровня, объединенных в общую гидравлическую систему, и расширительного бака. Расширительный бак служит для накопления объёма воды (при срабатывании устройства), необходимого для автоматической заливки устройства (после устранения нарушения в работе установки), т.е. делает устройство самозаливающимся.
Пример условного обозначения охладителя выпара при заказе: Охладитель выпара ОВА, с площадью поверхности теплообмена 24 м².
Охладитель выпара вакуумный (ОВВ), (ОВВ-М) предназначен для конденсации максимального количества пара из отводимой от деаэратора парогазовой смеси и утилизации тепла этого пара. При охлаждении выпара происходит резкое сокращение объёма парогазовой смеси, что особенно важно для обеспечения нормальной работы воздухоотсасывающих устройств.
Охладитель выпара представляет собой кожухотрубный теплообменник, состоящий из горизонтального корпуса, в котором размещена трубная система (трубная доска крепится к корпусу с помощью сварки для избежания присосов воздуха). Внутри трубок движется химочищенная вода (часть потока исходной воды), которая затем направляется в деаэратор. Для обеспечения необходимого расхода выпара при всех нагрузках деаэратора расход воды на охладитель выпара должен соответствовать номинальной производительности. Конденсат из охладителя выпара отдельным трубопроводом через гидрозатвор возвращается в деаэратор (на переливную тарелку) или сливается в дренажные баки, с этой целью охладитель наклонен в сторону отвода конденсата.
Пример условного обозначения охладителя при заказе: Охладитель выпара вакуумный ОВВ, с площадью поверхности теплообмена 16 м².
Охладитель выпара ОВВ
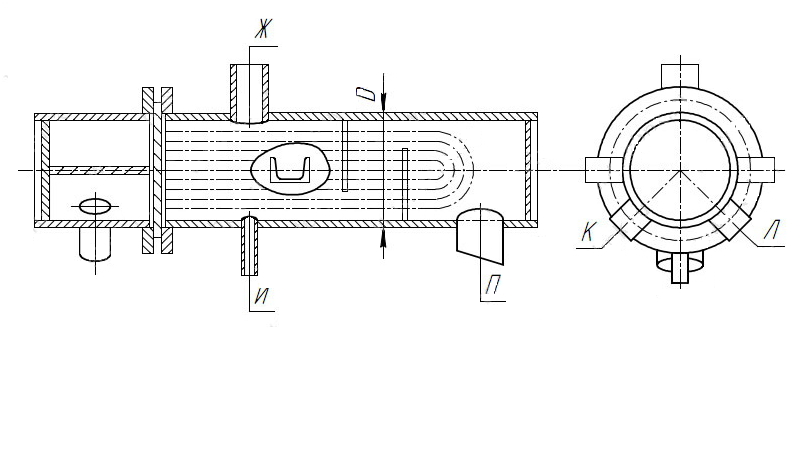
Таблица штуцеров
| Обозначение | Наименование |
| Ж | Отвод паровоздушной смеси к эжектору |
| И | Отвод конденсата |
| К | Подвод охлаждающей воды |
| Л | Отвод охлаждающей воды |
| П | Подвод выпара |
Основные характеристики охладителей выпара типа ОВВ:
| Марка охладителя |
Поверхность теплообмена, м² | Давление рабочее, МПа |
Температура, ºС | Среда | Диаметр корпуса, D, мм |
|||
| в трубной системе |
в корпусе | в трубной системе |
в корпусе | в трубной системе |
в корпусе | |||
| ОВВ-2 | 2 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 325х8 |
| ОВВ-8 | 8 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 426х9 |
| ОВВ-16 | 16 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 426х9 |
| ОВВ-24 | 24 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 530х6 |
Основные характеристики охладителей выпара типа ОВВ-М:
| Марка охладителя | Поверхность теплообмена, м² | Количество трубок в одном ходе, шт | Давление пара в трубках, МПа |
Давление пара в корпусе, МПа |
Диаметр корпуса, мм |
Масса, кг |
| ОВВ-2М | 2,9 | 15 | 0,8 | 0,07 | 219 | 114 |
| ОВВ-8М | 11,3 | 58 | 0,8 | 0,07 | 377 | 295 |
| ОВВ-16М | 23,5 | 80 | 0,8 | 0,07 | 426 | 501 |
| ОВВ-24М | 29,0 | 102 | 0,8 | 0,07 | 530 | 600 |
Охладитель выпара ОВА-М
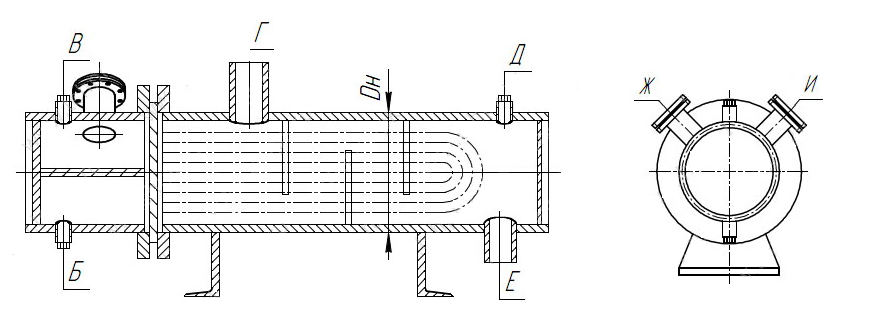
Таблица штуцеров
| Обозначение | Наименование |
| Б | Слив воды |
| В | Выход воздуха |
| Г | Подвод выпара |
| Д | Отвод паровоздушной смеси |
| Е | Отвод конденсата |
| Ж | Отвод охлаждающей воды |
| И | Подвод охлаждающей воды |
Основные технические характеристики охладителей выпара типа ОВА:
| Марка
охладителя |
Поверхность
теплообмена, |
Рабочее давление, МПа |
Температура, ºС | Среда | Диаметр
корпуса, |
|||
| в трубной
системе |
в корпусе | в трубной системе |
в корпусе | в трубной
системе |
в корпусе | |||
| ОВА-2 | 2 | 0,5 (5) | 0,12 (12) | 50-80 | 104 | вода | пар, вода | 325х6 |
| ОВА-8 | 8 | 0,5 (5) | 0,12 (12) | 50-80 | 104 | вода | пар, вода | 325х8 |
| ОВА-16 | 16 | 0,5 (5) | 0,12 (12) | 50-80 | 104 | вода | пар, вода | 426х9 |
| ОВА-24 | 24 | 0,5 (5) | 0,12 (12) | 50-80 | 104 | вода | пар, вода | 530х6 |
Основные технические характеристики охладителей выпара типа ОВА-М:
| Марка охладителя |
Поверхность теплообмена, м² |
Количество трубок в одном ходе, шт | Давление пара в трубках, МПа |
Давление пара в корпусе, МПа | Диаметр корпуса, Dн, мм | Масса, кг |
| ОВА-2М | 2,9 | 15 | 0,8 | 0,12 | 219 | 134 |
| ОВА-8М | 11,3 | 58 | 0,8 | 0,12 | 377 | 306 |
| ОВА-16М | 23,5 | 80 | 0,8 | 0,12 | 426 | 510 |
| ОВА-24М | 29,0 | 102 | 0,8 | 0,12 | 530 | 610 |
Охладители выпара атмосферных деаэраторов изготавливаются в соответствии с требованиями ПБ10-115-96 “Правила устройства и безопасной эксплуатации сосудов, работающих под давлением” и ОСТ 26-291-94 “Сосуды и аппараты стальные сварные. Общие технические условия”.
Охладитель выпара вакуумный (ОВВ), (ОВВ-М) предназначен для конденсации максимального количества пара из отводимой от деаэратора парогазовой смеси и утилизации тепла этого пара. При охлаждении выпара происходит резкое сокращение объёма парогазовой смеси, что особенно важно для обеспечения нормальной работы воздухоотсасывающих устройств.
Охладитель выпара представляет собой кожухотрубный теплообменник, состоящий из горизонтального корпуса, в котором размещена трубная система (трубная доска крепится к корпусу с помощью сварки для избежания присосов воздуха). Внутри трубок движется химочищенная вода (часть потока исходной воды), которая затем направляется в деаэратор. Для обеспечения необходимого расхода выпара при всех нагрузках деаэратора расход воды на охладитель выпара должен соответствовать номинальной производительности. Конденсат из охладителя выпара отдельным трубопроводом через гидрозатвор возвращается в деаэратор (на переливную тарелку) или сливается в дренажные баки, с этой целью охладитель наклонен в сторону отвода конденсата.
Пример условного обозначения охладителя при заказе: Охладитель выпара вакуумный ОВВ, с площадью поверхности теплообмена 16 м².
Охладитель выпара ОВВ
Таблица штуцеров
| Обозначение | Наименование |
| Ж | Отвод паровоздушной смеси к эжектору |
| И | Отвод конденсата |
| К | Подвод охлаждающей воды |
| Л | Отвод охлаждающей воды |
| П | Подвод выпара |
Основные характеристики охладителей выпара типа ОВВ:
| Марка охладителя |
Поверхность теплообмена, м² | Давление рабочее, МПа |
Температура, ºС | Среда | Диаметр корпуса, D, мм |
|||
| в трубной системе |
в корпусе | в трубной системе |
в корпусе | в трубной системе |
в корпусе | |||
| ОВВ-2 | 2 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 325х8 |
| ОВВ-8 | 8 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 426х9 |
| ОВВ-16 | 16 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 426х9 |
| ОВВ-24 | 24 | 0,5(5) | 0,12(12) | 50-80 | 104 | вода | пар, вода | 530х6 |
Основные характеристики охладителей выпара типа ОВВ-М:
| Марка охладителя | Поверхность теплообмена, м² | Количество трубок в одном ходе, шт | Давление пара в трубках, МПа |
Давление пара в корпусе, МПа |
Диаметр корпуса, мм |
Масса, кг |
| ОВВ-2М | 2,9 | 15 | 0,8 | 0,07 | 219 | 114 |
| ОВВ-8М | 11,3 | 58 | 0,8 | 0,07 | 377 | 295 |
| ОВВ-16М | 23,5 | 80 | 0,8 | 0,07 | 426 | 501 |
| ОВВ-24М | 29,0 | 102 | 0,8 | 0,07 | 530 | 600 |
Сеператоры переодической и непрерывной продувки котлов
Сепараторы и расширители непрерывной и периодической продувки предназначены для разделения на пар и воду пароводяной смеси, образующейся из продувочной воды паровых котлов, конденсата пароприёмников, дренажа паропроводов при снижении её давления до давления в сепараторе (расширителе), с последующим использованием тепла воды и пара.
Разделение происходит за счёт действия центробежных сил, обусловленных тангенциальным вводом воды в сепаратор.
Сепаратор применяется в схемах с деаэратором атмосферного типа (избыточное давление в деаэраторе 0,02 МПа) СНП-0,15-0,6, СНП-0,28-0,7, СНП-0,7-0,7, СНП-1,4-0,7, СНП-1,5-0,8
Сепаратор продувки СП-0,15-0,3, СП-0,28-0,45, СП-0,7-0,6, СП-1,4-0,8, СП-1,5-0,8, СП-5,5-1,4
Расширитель продувки РП-0,12-0,35, РП-0,18-0,45, РП-0,4-0,44, РП-0,5-0,7, РП-0,6-0,6, РП-1,4-0,7, РП-1,77-0,8, РП-2,6-1,0, РП-4,0-1,3, РП-4,84-1,2, РП-5,0-1,4, РП-7,5-2,0, РП-7,68-1,6, РП-8,1-1,8, РП-10,5-1,8, РП-22-2,6